How hot can we make a 3D printer extruder? Obviously, some major universities have made glass 3D printers, and you need some obscene temps for that, but what about a scrapped together home printer? Since one of my top skills is jury rigging (which, fun fact, is one of the only amazing skills absolutely 0% of employers are looking for) I figured I would pull together some of my pieces of scrap and see what I could do.
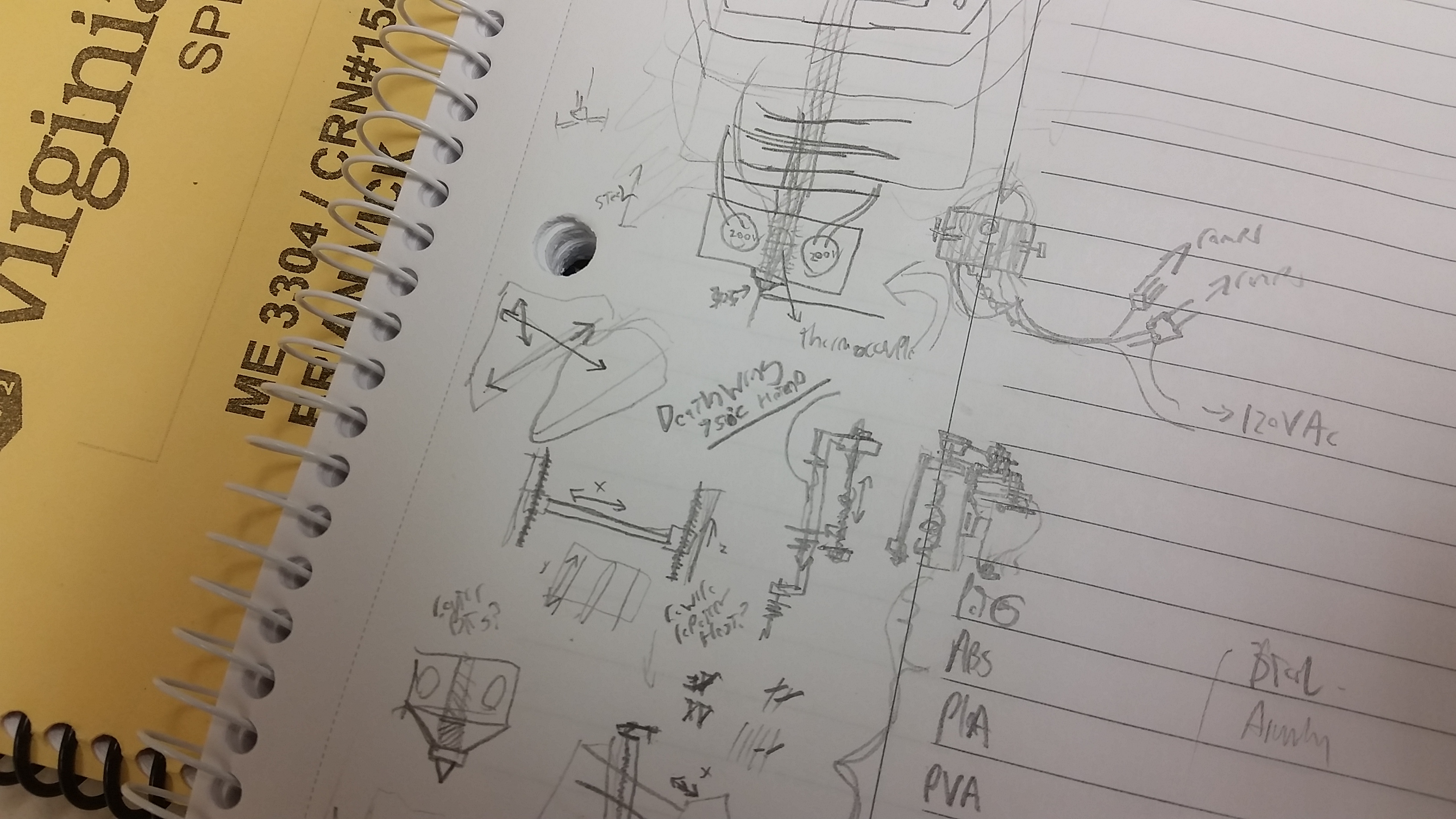
Since I am fairly impulsive and naïve when it comes to doing stupid stuff, I’ve set out to create a 3D printer that can maintain a stable temp of around 750C. Why that temp? For starters, the thermocouple is only rated to 800C, and the steel components lose integrity at around 900C, despite not melting until 1400C.
Based off the Reprappers that have been printing solder, I am looking to print AWG 14 aluminum wire (roughly 1.6mm diameter). As we know, the melting temp of aluminum is what? 660C? As such, it wont be quick, but it should be extrude-able.
Unfortunately, this requires a very specialized hotend. I have a standard E3D V6 hotend made of 303 stainless steel, and a bunch of steel heatbreaks, including the Budaschnozzle’s, which is M10 vs the standard M6. From there begins the long and painful path to dissipating heat so it can actually be mounted. The first stage is a series of fender washers, made of copper (melting temp 1000C), and a large computer fan, 12V, 1.5 amp. This ain’t no kiddie toy fan. I’ve cranked these fans up to 32V, and they will actually lift off before burning out. Above those are large copper plates that curve up and around to dissipate heat better. Above that, we have a liquid cooler…
…that takes any residual heat out. The final stage is a standard aluminum E3D V5 hotend with a small 40mm fan. Presumably, everything before that should cool the temp down to at least 300C, where the V5 can handle it. In all, the hotend is about 8 inches long, and 120mm wide. Not going to fit on your Kossel, but might fit in a custom repstrap.
There is, however, one final intricacy here. The bloody heating block. Almost all heating blocks these days are aluminum. That’s nice and all, except its very hard to not melt the block with these temps. So I designed a custom, very specialized heating block for the job.
To be made of cold rolled steel, this beast of a heating block holds the thermocouple, and two 200W heating elements, that’s 10 times the heating power of your average 3D printer hotend.
Issues I anticipate facing, aside from getting all that heat out, include holding the right temperature to prevent the aluminum from melting into a puddle, while at the same time being hot enough to extrude. Industrial extruded aluminum profiles are made by heating aluminum to about 900F then pushing them through a die with a press. Since the maximum pushing power for my printer is the strength of the extruder, I need to find the balance between keeping a solid and keeping a liquid.
Also, Oxidation. Aluminum oxidizes quickly in contact with oxygen in the air. This is a massive issue in TIG welding, and is defeated by simple blasting it away. Obviously, melted aluminum wont have and oxidized outside, but it will quickly form one. As such, the area the printer is in needs to be either completely evacuated (which would actually hurt heat dispersion since then convection via fan is nonexistent) or filled with another gas that doesn’t react with Al, such as Argon or SF6.
[Update 3/16/16: One of my cohorts, a Material Scientist, showed an interest in joining the development team.]
[Update 11/6/16: After a lot of pushing the project off, I finished machining the heating block.]

^ Machining the Block, using an upright mill.
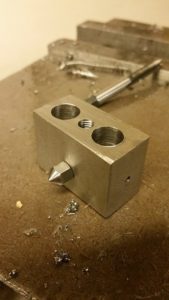
^ The final heating block, made of 304 SS, tapped and using a Stainless 0.4mm Nozzle.
[Update 1/13/17: 200W heaters failed at 700C. heres another though though; what about wrapping a ceramic cylindrical melt chamber in a 1kW induction heater coil? More updates to come.]
I’ll update this post as more information becomes available, but stay tuned. This entire project will be open source once it’s complete.
2 thoughts on “It’s getting hot in here: Building the 750C hotend.”